1. Get a Quotation
Share your part drawing and requirements with us. We review the details and provide a clear quotation covering tooling cost, lead time, and scope.
2. DFM Analysis
We review your part design to check wall thickness, draft angles, and practical mold, helping prevent defects and production issues early.
3. Mold Flow Plan
We plan material flow, gate position, and filling pattern to ensure uniform distribution, reduce warpage, and achieve stable part quality.
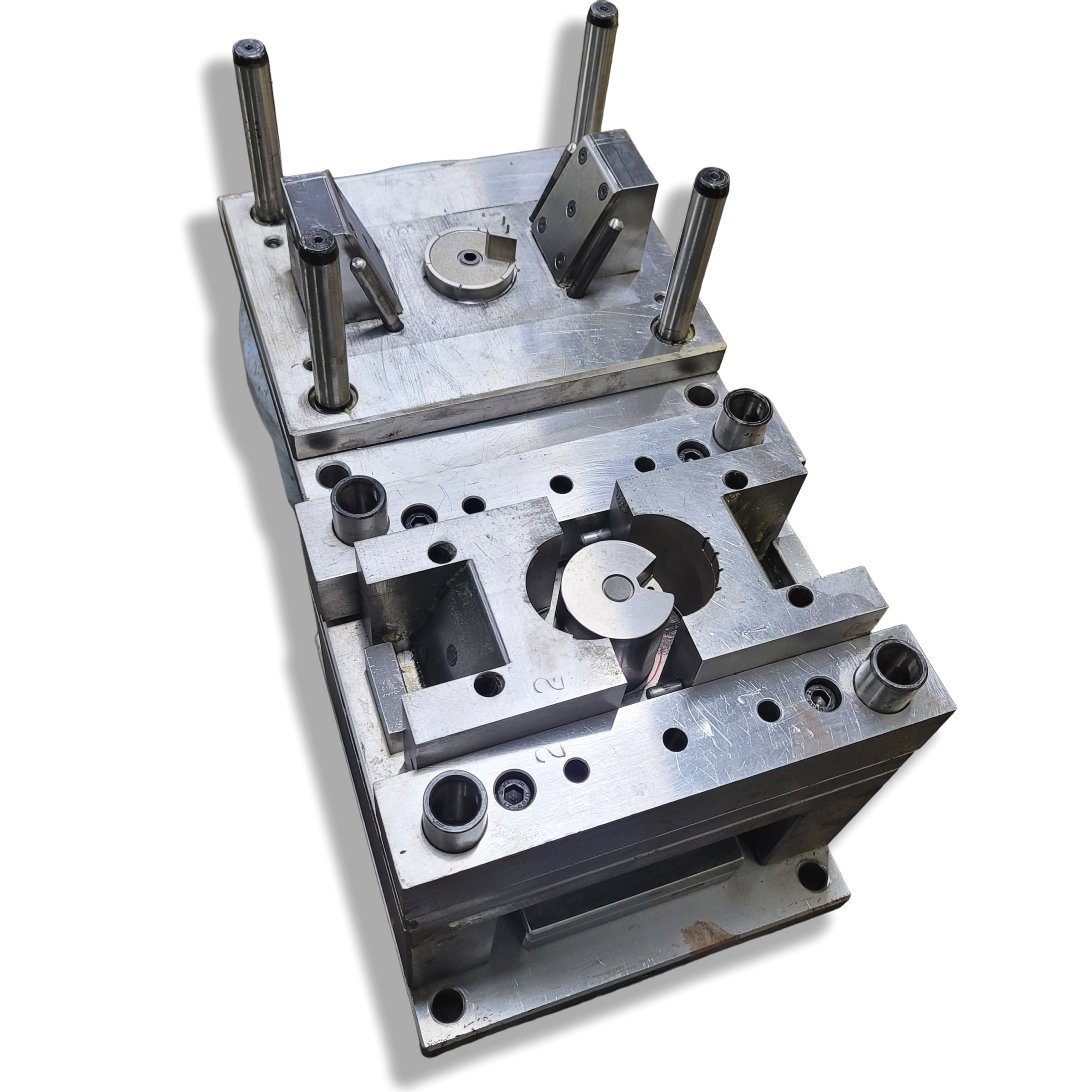
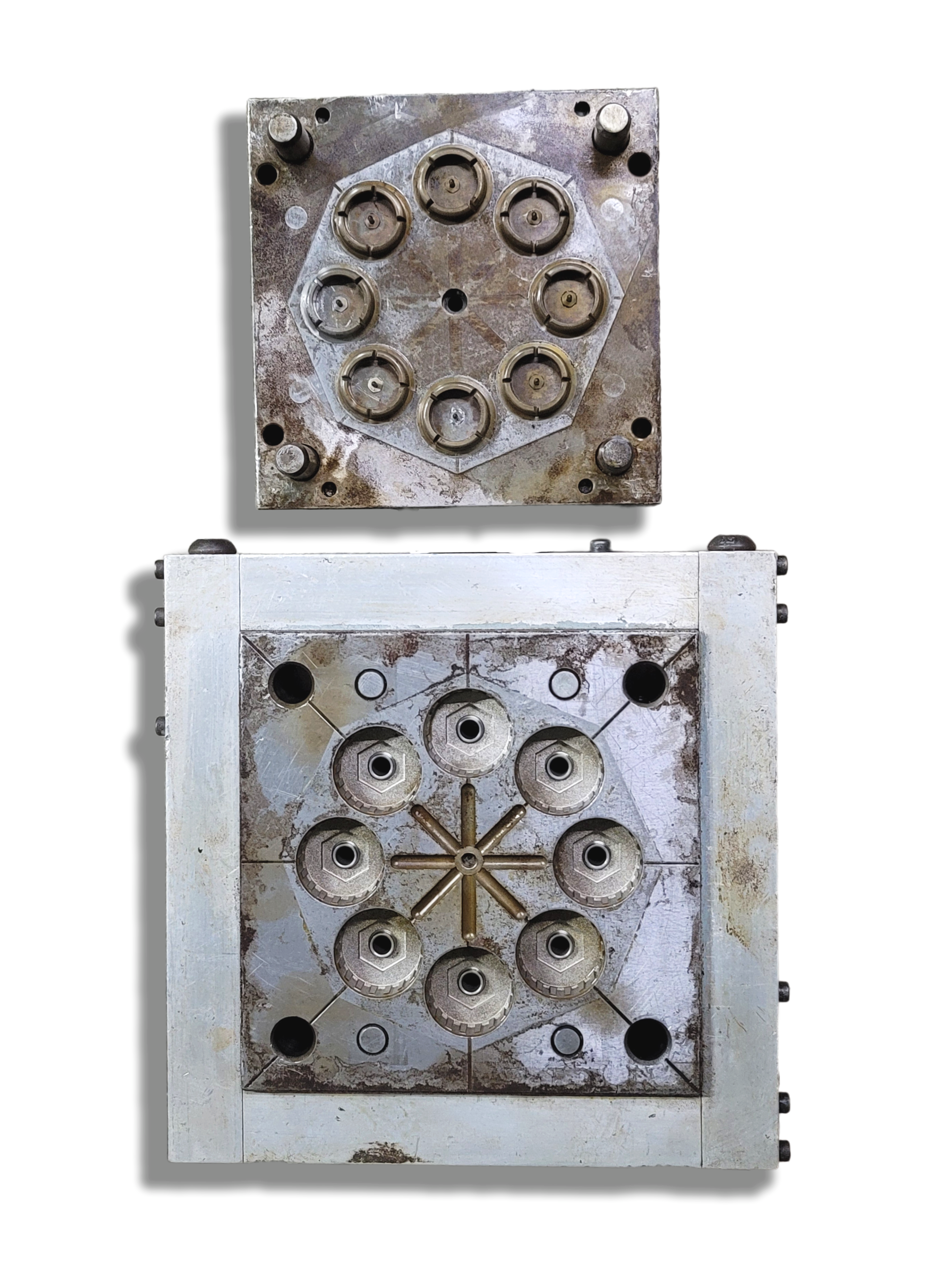
4. Mold Design
We study your part and plan the mold structure, cooling layout, gating, and ejection system to ensure smooth production performance.
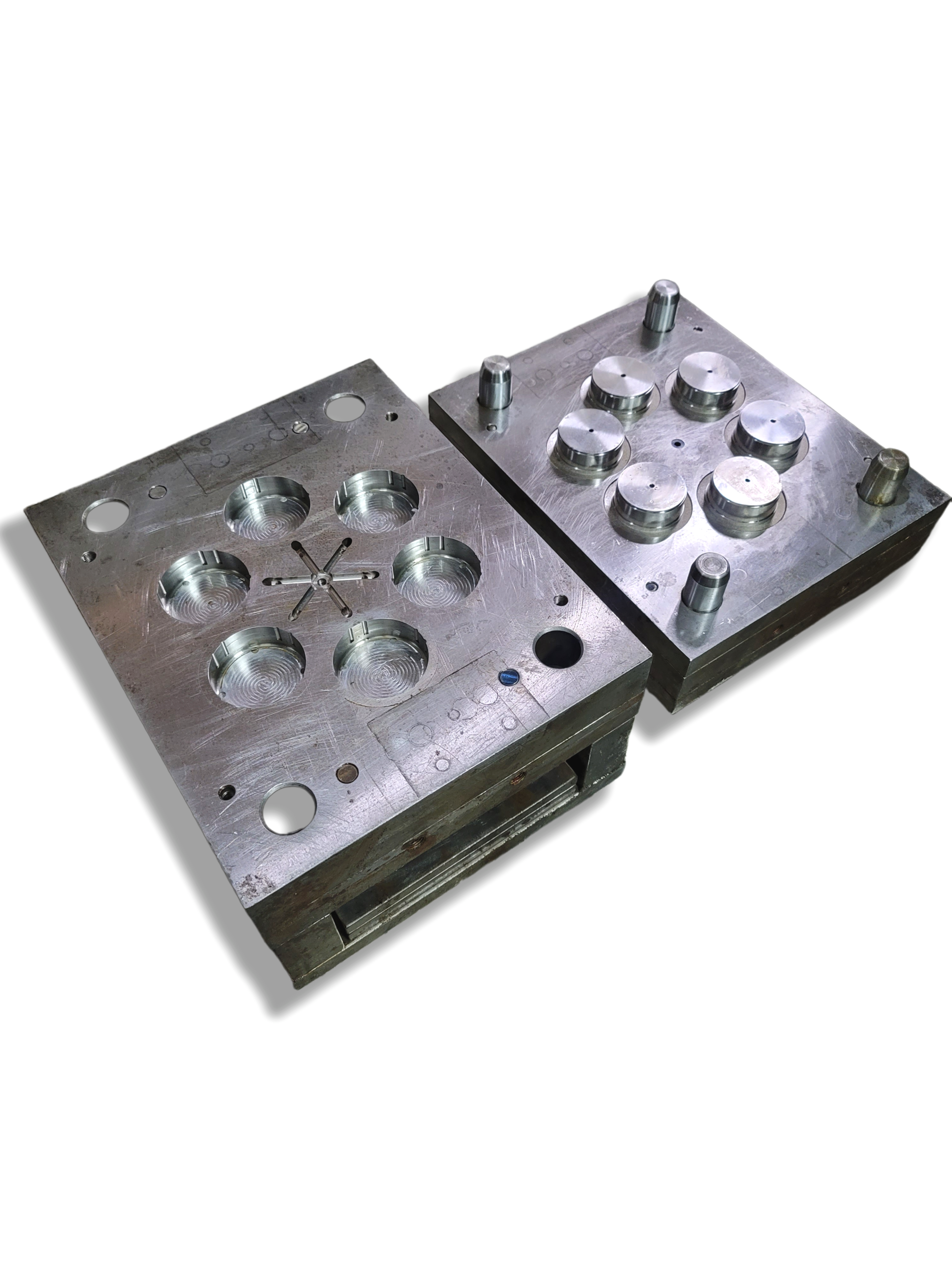
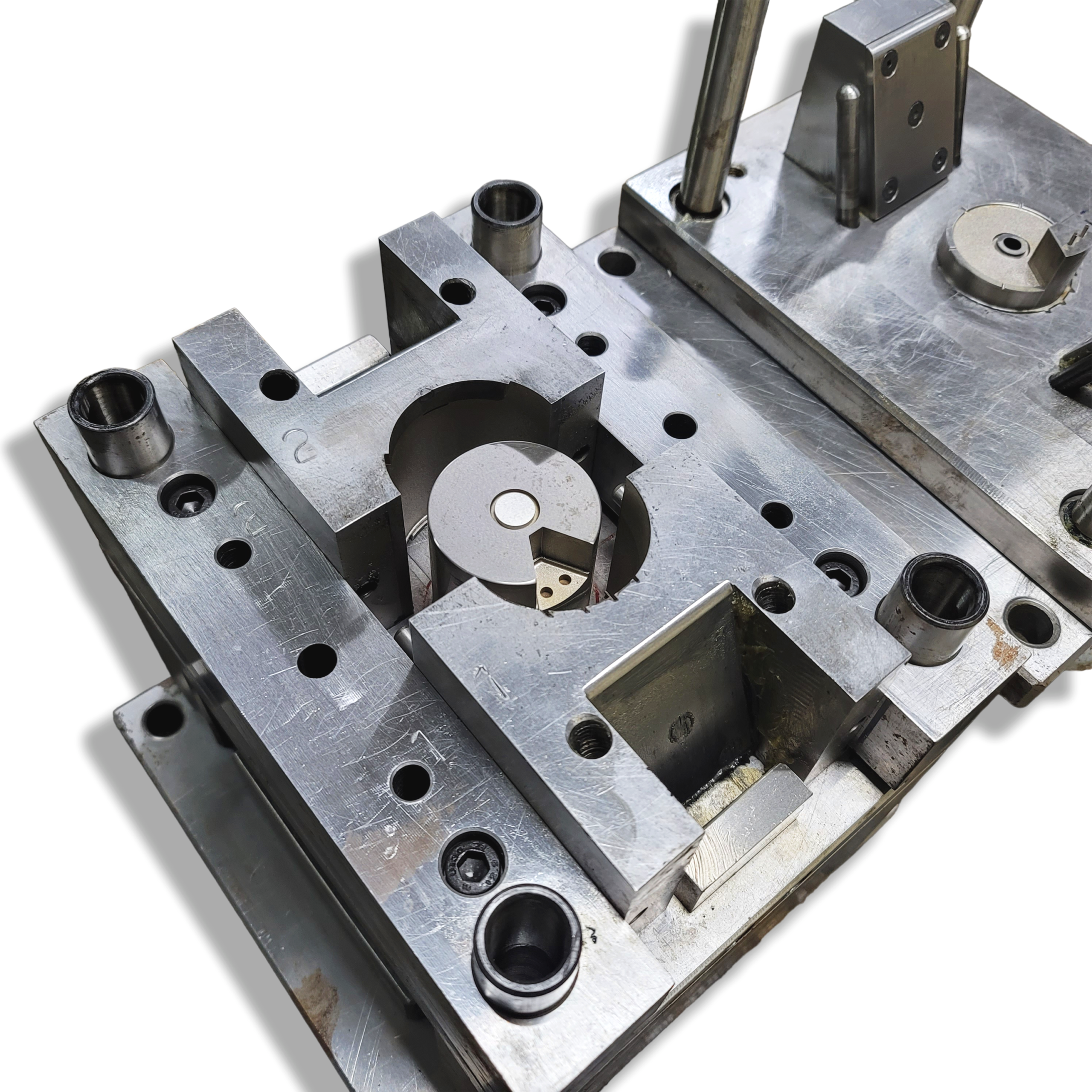
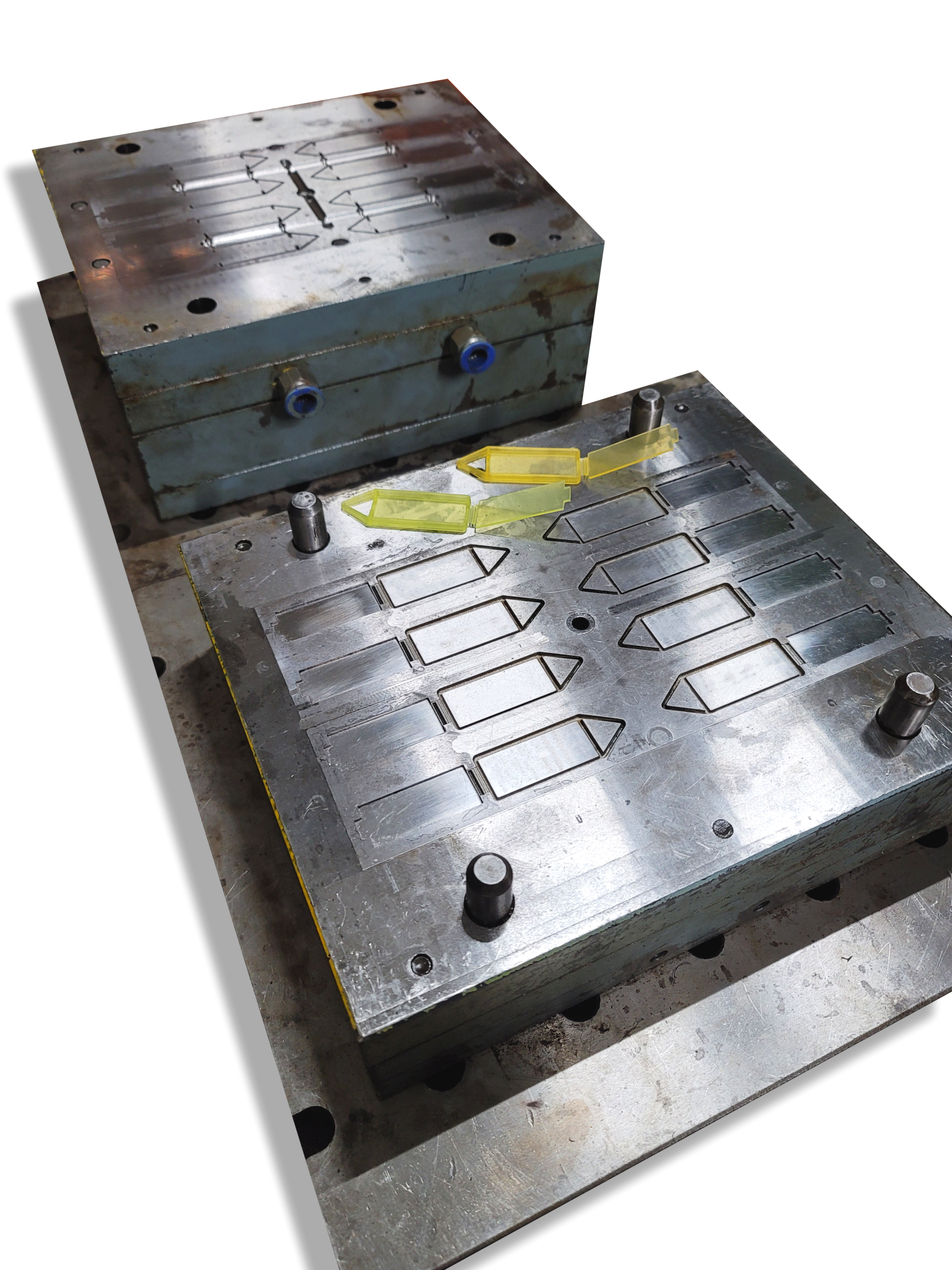
5. Mold Making
High-quality tool steel is machined, fitted, and assembled carefully to build a strong and accurate mold ready for production trials.
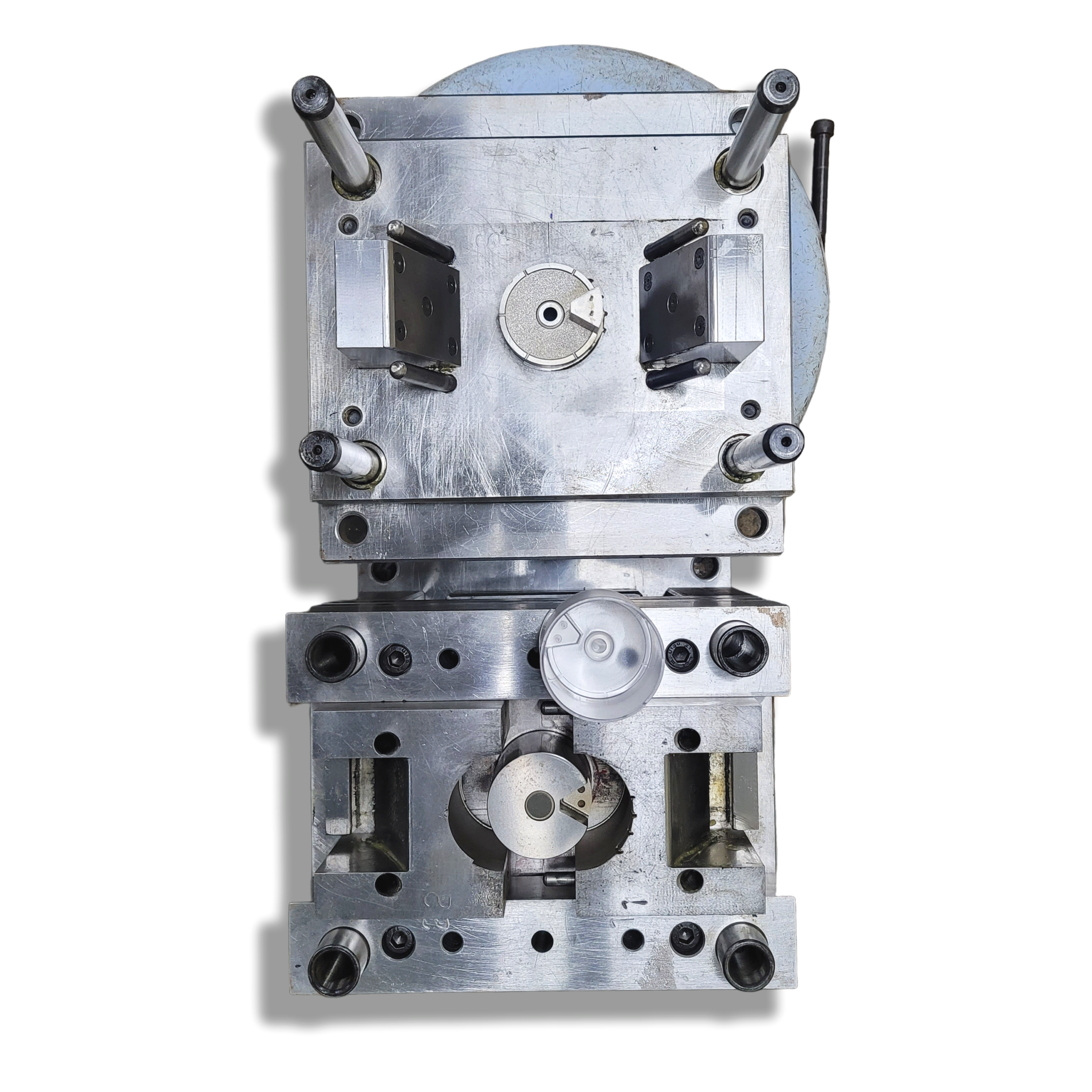
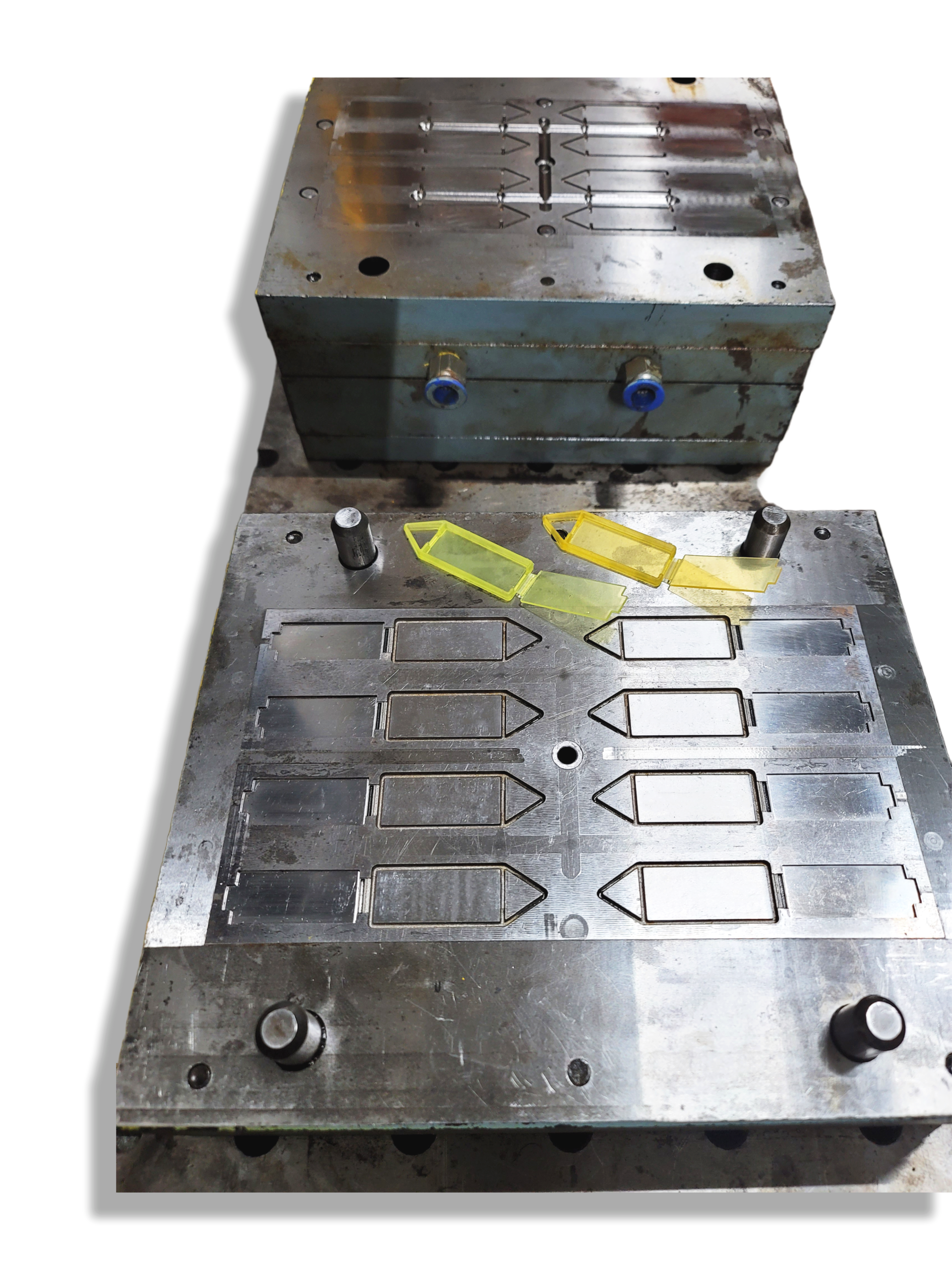
6. Mold Trial
The mold is tested on a molding machine to check part quality, dimensions, surface finish, and overall performance.
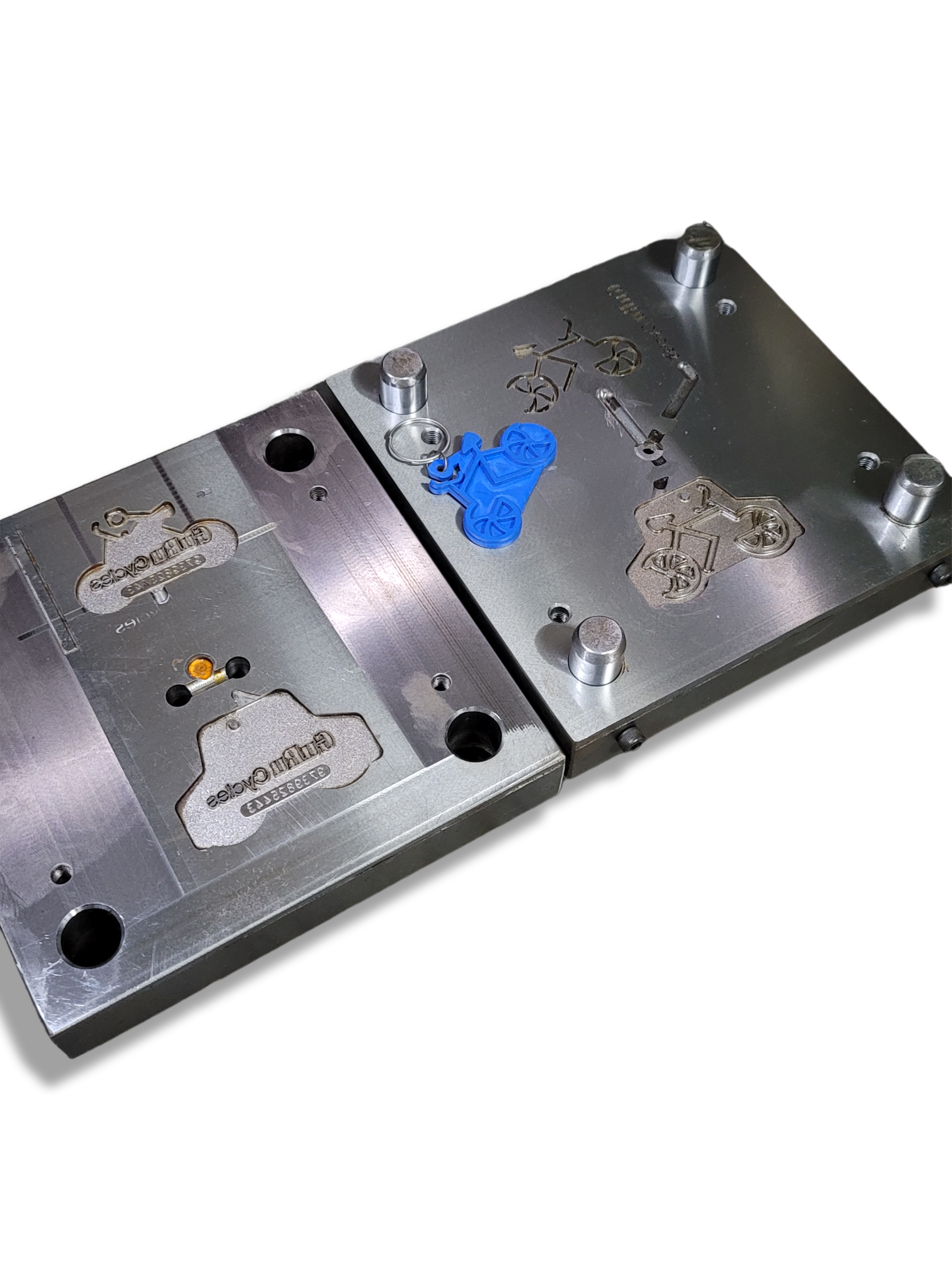
7. Sample Approval
Sample parts are shared for your review and approval. Once confirmed, the mold is finalized for regular production use.
8. Production & Dispatch
The approved mold is cleaned, protected against rust, securely packed, and shipped safely to your facility.